Share
Pin
Tweet
Send
Share
Send
Lathe is a multifunctional equipment that can be used to perform various tasks, including precision welding of parts by friction. This can come in handy if you need to build a drill or other tool. When welding the drill with conventional welding, it is impossible to correctly center the shank, therefore, when using such equipment, a strong runout is observed. If an extension is performed on a lathe by friction, a similar problem is almost eliminated.
Equipment, materials and tools:
- lathe;
- drill chuck on the tailstock;
- drill;
- bar for shank extension;
- cutter.
Friction drill

The first step is to pick up a bar of the same diameter as the drill shank. Before welding, the end face of the workpiece must be aligned. It is clamped in the spindle of the machine and is ground with a cutter. The drill itself has an even end of the shank, so it does not need preparation.

A drill is clamped into the spindle with a shank exit of approximately 15 mm.

A drill chuck is installed on the tailstock of the machine, in which a bar for building is fixed.

In order to carry out friction welding and not harm the machine, it is better to set the number of revolutions by about 60-70% of the maximum possible. You can now turn on spindle rotation.
After starting the machine, you need to slowly push the pin, docking the shank of the drill and the end of the rod for building.

Tightened parts will begin to rub.

At first there will be a slight bending and beating, accompanied by the flight of chips, but after a few seconds it will stop.
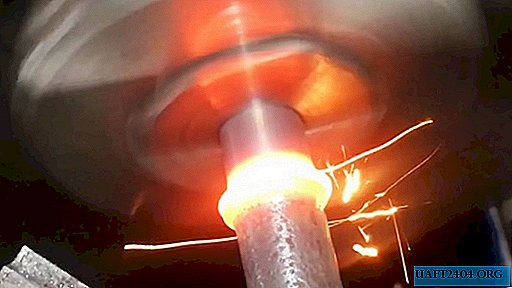
With the shift of the pin with the rod to the shank, the friction force increases, which leads to a strong heating of the parts.

When the metal splits to form a plastic mass at the friction site, the machine must be stopped. At the last moment, it’s important to push the pinole a little more. The molten steel of two parts sticks together, as a result of which welding takes place.

If an elongated drill is necessary for making a deep hole, then the fungus at the splicing site must be ground with a cutter.


Otherwise, the thickening will not extend into the drilled hole. However, grinding off the fungus will reduce the reliability of fastening, since the welding area is reduced.
When building on a lathe, the runout of an elongated drill cannot be completely avoided, but it will be acceptable for domestic tasks. To achieve reliable welding, it is important to warm the workpieces well before turning off the spindle rotation. Do not be afraid that the cutting edge of the drill will lose hardening from this, since it is located quite far from the red-hot shank.
Share
Pin
Tweet
Send
Share
Send